
德中新3D-MID工藝:Lpum介紹
摘 要:本文主要介紹了德中一種新的3D-MID工藝-Lpum工藝的流程、原理及技術(shù)特點(diǎn)等。
關(guān)鍵詞:3D-MID新工藝;塑料表面選擇性金屬化;激光應(yīng)用;
德中(天津)技術(shù)發(fā)展有限公司 王恒亮 電話:022-83726901 手機(jī):13821999591
一、3D-MID概述
3D-MID一般指Three Dimensional-Molded Interconnect Device(三維模塑互連器件);或Three Dimensional-Mechatronic Integrated Device(三維機(jī)電集成器件)。
3D-MID技術(shù)能在注塑成型的塑料殼體的表面上,制作有電氣功能的導(dǎo)線、圖形,并直接在殼體上安裝元器件并使其電氣互連,從而實(shí)現(xiàn)電路板的電氣互連功能、支承元器件功能和塑料殼體的支撐、防護(hù)功能以及由機(jī)械實(shí)體與導(dǎo)電圖形成結(jié)合而產(chǎn)生的屏蔽、天線等功能集成于一體,形成"三維模塑互連(機(jī)電集成)器件"。
常用的3D-MID技術(shù)有以下幾種:
- 德國(guó)LPKF公司的Laser Direct Structuring(激光直接成型)工藝,步驟為:注塑成型—激光活化—化學(xué)鍍銅+化學(xué)鎳金。
- 日本Sankyo Kasei公司Two Shot Molding(兩步注塑)工藝步驟為:非電路部分注塑—電路部分注塑—化學(xué)鍍銅+化學(xué)鎳金。
- 日本松下的Laser Resist Imaging(激光選擇性去抗蝕劑)工藝,步驟為:工件注塑—化學(xué)鍍銅—涂覆抗蝕劑—激光選擇性去除抗蝕劑—蝕刻—表面處理(鎳、金等)。
- 美國(guó)OPTOMEC公司的AJ/Aerosol Jet(氣溶膠態(tài)直接噴印)工藝,步驟為:工件注塑成型—噴印氣溶涂料—用氙燈或激光或烘爐燒結(jié)。
- 奧地利公司Plasma Innovations(等離子涂覆)工藝。該工藝用低溫+微細(xì)+常壓下的等離子涂覆導(dǎo)電材料方法,直寫導(dǎo)電結(jié)構(gòu),陽(yáng)極和陰極間的電弧產(chǎn)生等離子流,其能量將輸入的銅顆粒熔化,噴到基材上,直接形成導(dǎo)電結(jié)構(gòu)。
其他工藝還包括pcb圖形鍍的3D-Photoimaging工藝、Hot Embossing技術(shù)及經(jīng)激光修整的LRP技術(shù)等。
根據(jù)各工藝的機(jī)理簡(jiǎn)單歸類總結(jié)如下:
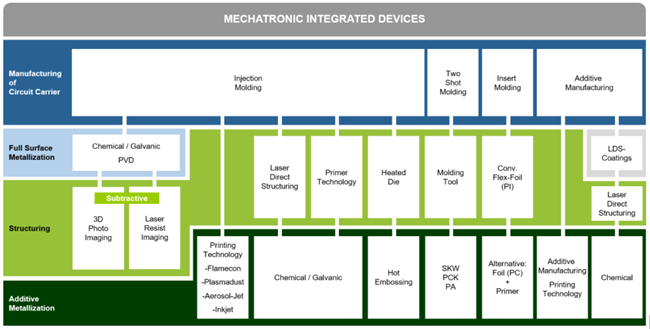
圖1 3D-MID各工藝機(jī)理歸類總結(jié)
各工藝的技術(shù)參數(shù)及優(yōu)缺點(diǎn):
工藝 | 最小線寬/間距 | 加工速度 | 高溫 | 優(yōu)點(diǎn) | 缺點(diǎn) |
Laser Direct Structuring | 150/100μm | 1~2m/s | / | 出色的三維布局能力 | 需要添加LDS粒子,原材料成本高 |
Two Shot Molding | 200/200μm | / | / | 工藝成熟、適合大批量生產(chǎn) | 開(kāi)發(fā)成本高、工藝復(fù)雜 |
Laser Resist Imaging | 75/75μm | / | / | 與PCB工藝接近,工藝成熟 | 三維布局能力差、工藝復(fù)雜 |
Aerosol Jet | 100/50μm | 10~20mm/s | 200℃ | 線路精細(xì)、基材表面要求低 | 加工速度慢、導(dǎo)線導(dǎo)電率低 |
Plasma Innovations | 2/1mm | 250mm/s | / | 導(dǎo)電層可以很厚 | 線路粗糙、基材表面要求高 |
3D-Photoimaging | 75/75μm | 10~20m/s | / | 與PCB工藝接近,工藝成熟 | 三維布局能力差、工藝復(fù)雜 |
LRP | 100/50μm | / | 150℃ | 速度快,基材表面要求低 | 三維布局能力一般,導(dǎo)電率低 |
表1 3D-MID各工藝的技術(shù)參數(shù)及優(yōu)缺點(diǎn)
二、德中Lpum工藝
Lpum(Laser Patterning Undoped Materials)工藝,是德中自主研發(fā)的可在塑料基材上選擇性金屬化的工藝,為一種全新3D-MID技術(shù)工藝。Lpum工藝采用不添加LDS粒子的普通塑料基材,通過(guò)特定的激光加工方法,可控改變材料表面狀態(tài),為后續(xù)活化和金屬化創(chuàng)造所需的表面狀態(tài),并提高基材表面與金屬線路的結(jié)合力。
 與其它3D-MID工藝相比,Lpum工藝可廣泛在紅外、紫外納秒或者皮秒等先進(jìn)激光機(jī)器上使用,金屬化線路更加精細(xì)。實(shí)驗(yàn)結(jié)果表明,Lpum工藝的激光加工方法可提高基材與金屬線路的結(jié)合力,如基材與銅層之間的剝離力可以達(dá)到0.54—1.46kgf/cm。
與其它3D-MID工藝相比,Lpum工藝可廣泛在紅外、紫外納秒或者皮秒等先進(jìn)激光機(jī)器上使用,金屬化線路更加精細(xì)。實(shí)驗(yàn)結(jié)果表明,Lpum工藝的激光加工方法可提高基材與金屬線路的結(jié)合力,如基材與銅層之間的剝離力可以達(dá)到0.54—1.46kgf/cm。
圖2為L(zhǎng)pum工藝的流程圖:
- 普通塑料注塑:注塑時(shí)不需要添加LDS粒子。與表面啞光的基材相比,表面高光的基材選擇性更好。
- 前處理:用藥水浸泡、或涂覆薄膜、或等離子等工藝的一種或幾種,在基材表面產(chǎn)生一層疏活化劑層,該疏活化層能夠減少或阻止活化劑的吸附。不同種類的塑料,前處理工藝有可能不同。
- 激光加工:激光加工有疏活化劑層的基材表面,可破壞并去除圖形部分的疏活化劑層,使得圖形部分與非圖形部分對(duì)活化劑有不同的吸附性能;此外,激光還可改變圖形部分的表面粗糙度,提高圖形部分與金屬層的結(jié)合力。
- 活化:由于激光加工造成吸附性能的差別,當(dāng)活化劑在基材上沉積時(shí),圖形部分會(huì)多沉積,非圖形部分少沉積或不沉積,提高了選擇性。再經(jīng)過(guò)去除速率均勻的除活化劑步驟,反應(yīng)一定的時(shí)間后,可將非圖形部分的活化劑全部去除,只保留圖形部分的活化劑。
圖2 Lpum工藝流程圖
- 金屬化:金屬化的第一步是化學(xué)鍍。正常情況下,金屬離子在有活性中心的地方才會(huì)結(jié)晶沉積,沒(méi)有活性中心的地方不會(huì)沉積。但如果藥液活性很高,就會(huì)出現(xiàn)在沒(méi)有活化中心的地方也沉積,所以化學(xué)鍍藥水的管控非常重要,起鍍速度和沉積速率高或低都會(huì)導(dǎo)致溢鍍或者漏鍍。基材表面沉積一層金屬后,就可以電鍍?cè)龊瘛⒊伶嚱鸹蛘唠婂冩嚱鸬取?strong>
相比較其它3D-MID工藝,德中Lpum工藝有以下優(yōu)勢(shì):
- 使用普通基材,在注塑時(shí)無(wú)需添加LDS粒子,降低基材成本。
- 可兼容使用紫外納秒、紫外皮秒等先進(jìn)的激光器。光斑小,線路更加精細(xì)化。
- 采用特殊激光加工方法,可控調(diào)節(jié)基材表面狀態(tài)和結(jié)合力。
- 激光加工同步實(shí)現(xiàn)基材的粗化,無(wú)需化學(xué)粗化,工藝綠色環(huán)保,成本低。
?
三、Lpum工藝性能
1、精細(xì)化的線路:
Lpum工藝采用脈沖激光加工方法,通過(guò)設(shè)置足夠大的加工路徑間距和掃描速度,以單個(gè)激光脈沖或者脈沖串與材料表面發(fā)生反應(yīng),最終在材料表面形成一定排列的、沒(méi)有疊加的微坑。

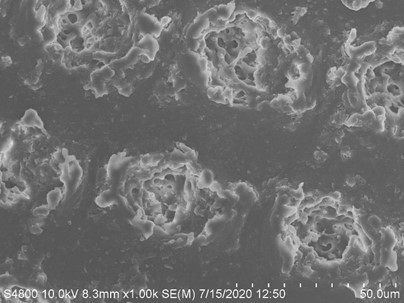 如圖3所示,該圖是激光以單個(gè)脈沖或者脈沖串與材料作用后,形成有序排列微坑的SEM圖。為了方便觀察,相鄰兩個(gè)微坑中心的距離設(shè)置為50μm,以平行的激光加工路徑為例,線與線之間的距離即為上下行相鄰微坑的中心距離,而脈沖激光的掃描速度除以頻率則為左右間相鄰微坑的中心距離。因此,通過(guò)調(diào)節(jié)線寬、掃描速度和頻率來(lái)控制微坑的中心距,從而有效調(diào)節(jié)微坑排列的密集程度。
如圖3所示,該圖是激光以單個(gè)脈沖或者脈沖串與材料作用后,形成有序排列微坑的SEM圖。為了方便觀察,相鄰兩個(gè)微坑中心的距離設(shè)置為50μm,以平行的激光加工路徑為例,線與線之間的距離即為上下行相鄰微坑的中心距離,而脈沖激光的掃描速度除以頻率則為左右間相鄰微坑的中心距離。因此,通過(guò)調(diào)節(jié)線寬、掃描速度和頻率來(lái)控制微坑的中心距,從而有效調(diào)節(jié)微坑排列的密集程度。
 功率越大,微坑直徑越大,當(dāng)微坑中心距設(shè)置小于微坑直徑,相鄰微坑會(huì)相互疊加,導(dǎo)致坑邊消失,微坑也就不能稱之為 "坑"。因此,初始需要設(shè)置足夠大的中心距,并獲得不同功率下的微坑直徑,再根據(jù)微坑直徑大小,設(shè)置稍大一點(diǎn)的中心距,以獲得排列緊密且無(wú)疊加的微坑。
功率越大,微坑直徑越大,當(dāng)微坑中心距設(shè)置小于微坑直徑,相鄰微坑會(huì)相互疊加,導(dǎo)致坑邊消失,微坑也就不能稱之為 "坑"。因此,初始需要設(shè)置足夠大的中心距,并獲得不同功率下的微坑直徑,再根據(jù)微坑直徑大小,設(shè)置稍大一點(diǎn)的中心距,以獲得排列緊密且無(wú)疊加的微坑。
圖3中單個(gè)微坑的直徑在28μm左右,坑深度在7.2μm左右,微坑內(nèi)部結(jié)構(gòu)也比較復(fù)雜。
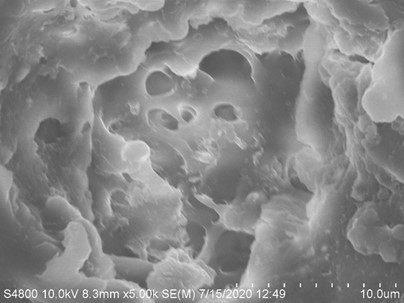
圖4為圖3藍(lán)色框繼續(xù)放大5倍的SEM圖。可以看出,微坑內(nèi)部不是平滑的,而是存在分層、突出、蜂窩等各種結(jié)構(gòu)。這樣復(fù)雜的內(nèi)部結(jié)構(gòu)更有利于金屬層和基材結(jié)合。通過(guò)調(diào)節(jié)激光光斑內(nèi)能量分布,即可調(diào)節(jié)微坑內(nèi)部結(jié)構(gòu)。
 設(shè)置好路徑距離和掃描鍍速等,可在基材上表面形成無(wú)邊界疊加的密集排列的微坑(圖5)。從切面可觀察到,在微坑的中心位置處有等間距的一個(gè)個(gè)v形小坑(圖6)。圖7為微坑光學(xué)顯微鏡測(cè)試圖,該微坑的直徑為18μm左右、相鄰微坑中心距為20μm。
設(shè)置好路徑距離和掃描鍍速等,可在基材上表面形成無(wú)邊界疊加的密集排列的微坑(圖5)。從切面可觀察到,在微坑的中心位置處有等間距的一個(gè)個(gè)v形小坑(圖6)。圖7為微坑光學(xué)顯微鏡測(cè)試圖,該微坑的直徑為18μm左右、相鄰微坑中心距為20μm。
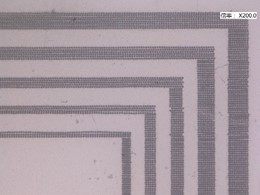
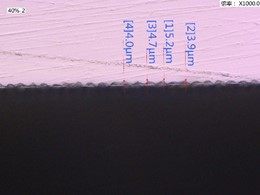
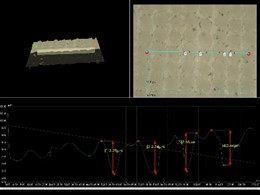
圖5 微坑正面 圖6 微坑切面 圖7 光學(xué)顯微鏡測(cè)試深度
Lpum工藝支持使用紫外皮秒等光斑極小的激光器,激光加工線路可以按照單排成線的方法,加工出和光斑大小接近的極細(xì)線路。但是,在后續(xù)實(shí)際生產(chǎn)中,單排線化學(xué)鍍時(shí)容易斷路、增厚鍍層過(guò)程中鍍層向線兩邊擴(kuò)散導(dǎo)致線變粗等因素,這種極細(xì)線路只有在比較苛刻的條件下才能夠?qū)崿F(xiàn)。下圖是在實(shí)驗(yàn)室里做出的17μm左右的線路(圖8、圖9為放大100倍下的圖像、圖10為放大1000倍下的圖像):
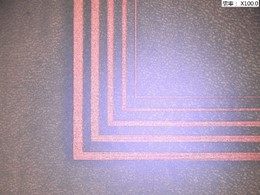

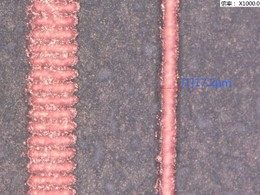
圖8 樣品1(一) 圖9 樣品1(二) 圖10 樣品1(三)
雖然20μm以下的極細(xì)線路生產(chǎn)難度大,但Lpum工藝能輕易實(shí)現(xiàn)生產(chǎn)50~100μm的線路,下圖是放大500倍左右的線路圖(圖11、圖12、圖13中金屬線路寬度在60~70μm左右):

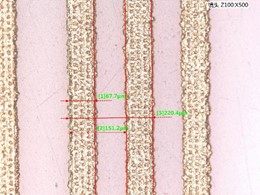
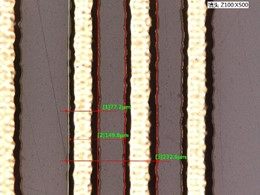
圖11 樣品2(一) 圖12 樣品2(二) 圖13 樣品3
?
2、鍍層與基材的結(jié)合力:
現(xiàn)有的大多數(shù)類似的工藝,均使用紅外連續(xù)激光加工燒蝕出蜂窩狀的表層以便于活化劑吸附,激光與基材表面反應(yīng)是升華或汽化和重熔同時(shí)作用。單位面積能量(能量密度)需要保持在一定范圍,能量密度小,反應(yīng)以重熔為主,蜂窩孔洞少;能量密度大,以升華或汽化為主,蜂窩層太薄。而且蜂窩層最上層的碳化結(jié)構(gòu)比較松散,如圖14、圖15中紅色圓圈所示。松散結(jié)構(gòu)層會(huì)降低結(jié)合力。并且,在保持能量密度不變的情況下,增加加工次數(shù)時(shí),松散層厚度也隨之增加,結(jié)合力亦無(wú)法提高。




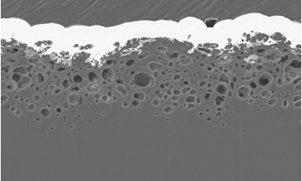
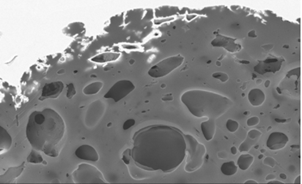
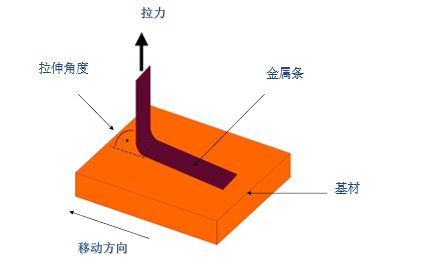 圖14 使用紅外連續(xù)激光的工藝樣品切面圖 圖15 圖14藍(lán)色框放大5倍圖
圖14 使用紅外連續(xù)激光的工藝樣品切面圖 圖15 圖14藍(lán)色框放大5倍圖
?
相比現(xiàn)有工藝而言,德中Lpum工藝可有效調(diào)節(jié)微坑的直徑和結(jié)合力。激光能量密度越大,坑的深度越大,結(jié)合力越好。
實(shí)驗(yàn)使用三種基材,裁切成10cm*10cm小板,表面全部經(jīng)Lpum工藝激光加工,后經(jīng)金屬化和鍍銅處理,結(jié)合力測(cè)試如下表所示。測(cè)試標(biāo)準(zhǔn):DIN 51 221, part 1,剝離力測(cè)試實(shí)驗(yàn),方法原理如圖16所示:
測(cè)試結(jié)果如下三表:
?
圖16 剝離力實(shí)驗(yàn)原理圖
激光功率百分比 | 17% | 27% | 51% | 100% |
微坑直徑/μm | 10.3 | 12.9 | 14.9 | 26.7 |
微坑深度/μm | 0.5 | 1.06 | 1.77 | 7.9 |
微坑徑深比 | 20.6 | 12.1 | 8.4 | 3.4 |
剝離力(kgf/cm) | 0.89 | 1.13 | 1.29 | 1.46 |
表2 FR4基材剝離力測(cè)試結(jié)果
激光功率百分比 | 17% | 27% | 51% | 100% |
微坑直徑/μm | 22.5 | 25.8 | 33.2 | 38.5 |
微坑深度/μm | 2.57 | 2.97 | 2.98 | 5.7 |
微坑徑深比 | 8.7 | 8.7 | 11 | 6.7 |
剝離力(kgf/cm) | 0.54 | 0.57 | 0.59 | 0.66 |
表3 LCP基材剝離力測(cè)試結(jié)果
激光功率百分比 | 10% | 17% | 51% | 100% |
微坑直徑/μm | 11.9 | 12.8 | 27.9 | 36.1 |
微坑深度/μm | 1.42 | 1.88 | 8.7 | 18 |
微坑徑深比 | 8.4 | 6.8 | 3.2 | 2 |
剝離力(kgf/cm) | 0.62 | 0.83 | 0.98 | 1.32 |
表4 純環(huán)氧樹脂基材剝離力測(cè)試結(jié)果
從上三種材料的規(guī)律能看出,能量密度越大,結(jié)合力越大。
下圖是在63*88mm的ABS板材上,運(yùn)用Lpum工藝做出的一個(gè)微波圖形金屬導(dǎo)線樣品。



圖17 ABS基材 圖18 激光加工后 圖19 金屬化后 圖20 樣品細(xì)節(jié)
以上結(jié)果表明,Lpum工藝作為一種新3D-MID工藝,能在普通材料上實(shí)現(xiàn)選擇性金屬化,加工線路精細(xì),可有效控制基材與線路的結(jié)合力。
?
四、疑問(wèn)解答
1、該技術(shù)適用于所有的塑料嗎?
Lpum工藝現(xiàn)階段能應(yīng)用于ABS和含ABS的合金(比如ABS+PC)。在高性能塑料中比如PEEK、PPS、LCP上也有突破性進(jìn)展,后續(xù)需進(jìn)一步細(xì)化,目前在研發(fā)中。
2、能夠使用紅外等波長(zhǎng)的激光器嗎?
只要激光器激發(fā)的激光光束能與塑料表面發(fā)生反應(yīng),Lpum工藝就可適用,但最好是脈沖激光器,因?yàn)檫B續(xù)激光加工單獨(dú)坑洞的效率慢且坑洞直徑大。
3、坑深度越大,結(jié)合力就越大,那么不斷增加加工次數(shù),結(jié)合力就會(huì)無(wú)限大,對(duì)嗎?
理論上是如此,但在實(shí)際生產(chǎn)中,會(huì)存在以下三種問(wèn)題:(1)、增加加工次數(shù)會(huì)降低加工效率,因此,實(shí)際生產(chǎn)中加工次數(shù)不能過(guò)多;(2)隨著坑洞深度增加,增加加工次數(shù),會(huì)顯著降低加工效果,坑洞深度變化也越來(lái)越小;(3)對(duì)于厚度比較薄的材料,不允許坑洞深度過(guò)大。
4、該技術(shù)能達(dá)到的最小線寬間距是多少?
最小線寬間距與使用的激光機(jī)的光斑直徑(聚焦后的光束束腰直徑)大小有關(guān)。
以開(kāi)發(fā)ABS基材時(shí)為例,Lpum工藝可使用紅外納秒、紫外納秒、紫外皮秒等不同激光機(jī)。其中的理論光斑最小的是紫外皮秒,機(jī)器的光斑大小為13.95μm,與ABS基材反應(yīng)后的微坑直徑(包括周邊熱影響區(qū))為15~36μm,單排成線雖能鐳射出17μm左右的線,但需要非常精密的設(shè)備和精細(xì)的管控才能保持好的良率。雙排成線相對(duì)簡(jiǎn)單,加上考慮鍍層增厚(6-8μm)時(shí)側(cè)向擴(kuò)展,最終可做出50μm左右的線路。那么最小的線寬間距約為50/80μm。
?