
氮化鋁(AlN)是強共價化合物,被F. Briegler和A. Geuther于1862年發現 。氮化鋁是二元Al-N系中唯一穩定存在的化合物,具有六方纖鋅礦的特點,在AlN晶胞中,每個Al原子填充在以4個N原子為頂點的四面體空隙中,形成[AlN4]四面體。在氮化鋁晶體中,Al-N鍵的平均鍵長為0.1885 nm,而[001]方向的Al-N鍵鍵長為0.1917 nm,相較其他三根Al-N鍵,所以形成了一個畸變的[AlN4]四面體結構,其空間群為P63mc,晶格常數為a = 0.311 nm,c = 0.978 nm。
圖 氮化鋁陶瓷,攝于華清電子CMPE2023展
AlN具有以下四個方面的優異性能:
1) 熱學性能。單晶氮化鋁的熱導率理論值可達320 W/(m·k),室溫下其熱導率是Al2O3的數倍,與氧化鈹的熱導率(理論值為350 W/(m?k))相近,并且無毒無害。隨著溫度升高,氮化鋁的導熱性能會逐漸優于氧化鈹。在常溫下氮化鋁的熱膨脹系數(4.5 × 10?6?C)與硅的熱膨脹系數(3.5~4 × 10?6?C)接近。
2) 電學性能。常溫下,氮化鋁是優良的絕緣材料,其電阻率約為1014 Ω?cm并且擊穿電壓可達到15 kV/mm;氮化鋁與氧化鋁的介電常數相近,可達8.9 F/m (1 MHz),氮化鋁的介電損耗約為(3~10) × 10?4?(1 MHz)。
3) 力學性能。常溫下,氮化鋁陶瓷硬度約為12 GPa,密度理論值約為3.26 g/cm3,楊氏模量為308 GPa,莫氏硬度為7~8。氮化鋁在2200℃左右分解,室溫下抗彎強度可達到300 MPa。氮化鋁的強度受溫度的影響不大,如溫度為1300℃時,氮化鋁的高溫強度比室溫下的強度降低約20%,而氧化鋁和氮化硅在高溫下下,其強度總體要減少50%。
4) 化學性能。氮化鋁材料耐高溫抗腐蝕,可以穩定存在于砷化鎵等化合物的熔鹽中,并且鋁、銅、鎳等金屬也無法浸潤氮化鋁材料。氮化鋁開始發生氧化的溫度約為700℃~800℃,常溫下使用氮化鋁材料不用考慮器件被氧化的問題。氮化鋁容易與空氣中的水蒸氣發生反應,因此需要在干燥陰涼處保存。
AlN陶瓷的成型方法有干壓、等靜壓、粉末注射成型和流延成型等。根據產品不同的性能要求以及生產成本的控制,需選擇合適的成型方法。
1、干壓成型
干壓成型由于操作簡單可實現連續生產的優點,在工業生產中得到了廣泛的應用,在原料混合均勻后,加入適量的結合劑進行造粒,向模具中加入一定量的造粒后的粉料,在壓片機上加壓形成一定形狀的坯體,所施加的壓力與所要求的成品性能相關。
干壓成型具有工藝簡單效率高、在工業應用中容易進行連續生產等優點;但是在壓片過程中容易形成應力分布不均造成坯體密度不均,組織結構的均勻性相對較差,會產生開裂、分層等現象;另外模具的造價較高,連續的軸向壓制對模具的損害較大導致生產成本上升。
2、等靜壓成型
等靜壓成型是將粉體放入高壓容器中,利用液體對粉末施加壓力,粉體受到來自各個方向并且相等的力,所以冷等靜壓工藝制備的樣品密度高且均勻。等靜壓成型根據加壓過程中的溫度可分為冷等靜壓、溫等靜壓、熱等靜壓。一般情況下,粉體主要采用冷等靜壓成型,壓力范圍為100~400 MPa。等靜壓成型過程可以分成三個階段:初期壓力較小,粉體顆粒開始承受壓力進行一定程度的重新堆積;中期壓力升高,顆粒發生局部流動,部分團聚粉體出現碎化現象;后期壓力達到峰值,排出氣體,體積進一步壓縮,坯體達到致密化。
等靜壓成型可以生產具有復雜形狀的AlN陶瓷,制備出的坯體密度高且均勻。但由于生產成本較高、生產效率較低,等靜壓成型在工業生產中的應用較少。
3、粉末注射成型
粉末注射成型是一種結合現代高分子注塑理論與陶瓷制造技術的成型方法,是將氮化鋁粉末與有機粘結劑等原料均勻混合,原料混合后在一定溫度、一定壓力下被高速送入注塑成型室內進行成型,成型后采用合適的方法脫除坯體中的粘結劑,最后經燒結獲得產品,工藝流程如圖所示。
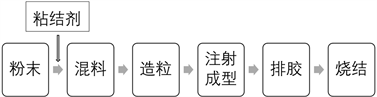
陶瓷粉末注射成型可以制造形狀復雜、尺寸精度要求高的產品。注射成型具有成型樣品精度高表面粗糙度小、密度均勻、強度高、易實現連續生產等優點,注射成型技術廣泛應用于電子信息工程、生物醫療、鐘表業以及航空航天等工業領域。但是注射成型主要用于制備小型精密部件,在大部件的制造中成本仍然較高。
?4、流延成型
流延成型是將氮化鋁粉料與各種添加劑均勻混合制成漿料,而后漿料經漏斗傳送至載帶上,通過載帶和刮刀的相對移動形成素坯膜。在配制漿料過程中需要加入分散劑來避免漿料中的粉末進行團聚沉降,加入粘結劑來保證干燥后生帶的成型,加入增塑劑來使生帶具備一定的柔韌性。分散劑與粘結劑的作用是相反的,不可同時加入,要分先后次序。流延工藝的流程中分散劑、粘結劑、增塑劑的選擇及含量配比很關鍵,都會影響最終產品的性能。
流延法成型具有工藝簡單、生產效率高、經濟效益高等優點,但是流延法成型更適用于制作片狀材料,無法實現AlN陶瓷復雜形狀的成型。
5、3D打印成型
3D打印是一種可快速成型的增材制造技術,要首先在電腦上創建數字模型,而后將模型數據導入3D打印機中,采用粉末狀金屬或塑料等可粘合可流動的材料,按照數據模型進行逐層構建整個物體。在陶瓷成型的應用中,光固化3D成型技術應用最為廣泛。Belmonte等采用3D增材制造技術,獲得了氣孔率在45%~64%之間的氮化鋁多孔陶瓷,研究發現長方體陶瓷的有效導熱系數表現出各向異性,縱向的導熱系數大約是橫向的六倍,這一現象和多孔結構的解離變化有關。
相對于其他成型方法,光固化成型技術以數字化模型為基礎,可以制造具有高精確度、形狀復雜的氮化鋁陶瓷器件。隨著研究的不斷深入,3D打印在航天、汽車、生物醫療等領域的應用將會不斷擴大。3D成型技術的在陶瓷中的應用關鍵在于要配制高固含量和低粘度的陶瓷漿料,目前可以用于3D打印的陶瓷漿料很少,這就很大程度限制了3D成型技術的在陶瓷中的應用發展。
資料來源:宋志健, 劉世凱, 黃威, 徐天兵, 陳穎鑫, 孫亞光. 氮化鋁陶瓷的制備及研究進展[J]. 材料科學, 2021, 11(7): 848-854.
長按識別二維碼關注公眾號,點擊下方菜單欄左側“微信群”,申請加入交流群。
