
中國可謂是陶瓷的“故鄉(xiāng)”,其歷史最早可追溯至商代(公元前16世紀(jì))。到唐代時(shí)(公元960-1279年),各色各樣的陶器瓷器件被輸送至國外,享譽(yù)世界。明朝的青花瓷更是將陶瓷技術(shù)和藝術(shù)水平推上了巔峰。到了現(xiàn)代,陶瓷又發(fā)生了什么樣的翻天覆地的變化,它到底能給社會(huì)和人類帶來什么呢?
相比傳統(tǒng)陶瓷制備工藝,像熱壓成型、澆鑄成型、凝膠注模成型等工藝,增材制造技術(shù)具有更為智能、精密、綜合制造能力。它能夠完成傳統(tǒng)工藝不可能完成的制造,例如復(fù)雜多孔的細(xì)胞體陶瓷,多角度弧面的塊體陶瓷,孔隙率可調(diào)控的結(jié)構(gòu)陶瓷,多材料、多結(jié)構(gòu)的結(jié)構(gòu)-功能陶瓷等。

圖1?熱處理后的氧化鋁陶瓷
什么是陶瓷增材制造技術(shù)?
增材制造技術(shù),也就是大家耳熟能詳?shù)?D打印技術(shù),但是陶瓷增材制造技術(shù)區(qū)別于一般的3D打印技術(shù)。它為什么能讓全世界的科研工作者孜孜探索呢?

圖2?氧化鋁冰墩墩陶瓷生胚
事實(shí)上,它就是一種基于激光的數(shù)字光固化成型技術(shù)。紫光或是紫外激光照射到光敏陶瓷漿料(光敏樹脂、陶瓷粉末和其他添加劑混合而成),會(huì)在其局部或是表面的位置產(chǎn)生固化反應(yīng),其特征尺寸能夠達(dá)到納米和微米級(jí)。陶瓷漿料之所以會(huì)固化,全都是依賴于光敏樹脂的活性自由基。在激光的照射下,短分子鏈的光敏樹脂會(huì)形成長分子鏈,環(huán)繞陶瓷粉末形成網(wǎng)狀物,將陶瓷粉末牢牢地包裹住。因而,陶瓷增材制造技術(shù)又稱之為“分子可編輯技術(shù)”。我們都知道一粒一粒的沙子堆積,就能堆積出不同形狀的沙堆。同樣的原理,一層一層的光固化效應(yīng)疊加就能夠產(chǎn)生不同形狀的物體,此時(shí),我們管這個(gè)物體叫做陶瓷生胚(Green Body)。
說到陶瓷生胚,難免不會(huì)想到傳統(tǒng)手藝人捏的陶瓷泥(黏土)。現(xiàn)代陶瓷生胚的塑形技術(shù)不再是手工藝、鑄塑、熱壓成型,而是用數(shù)字化和機(jī)械自動(dòng)化技術(shù)開發(fā)出各種復(fù)雜、多功能的結(jié)構(gòu)。目前,陶瓷增材制造技術(shù)主要是以立體光刻工藝(Stereo-lithography SLA)、數(shù)字光處理技術(shù)(Digital Light Processing DLP)和選擇性激光燒結(jié)(Selective Laser Sintering SLS)為主流,以雙光子聚合技術(shù)(TPP),直寫成型技術(shù)(DIW)和其他增材制造技術(shù)為輔流。部分原理簡化圖如下:
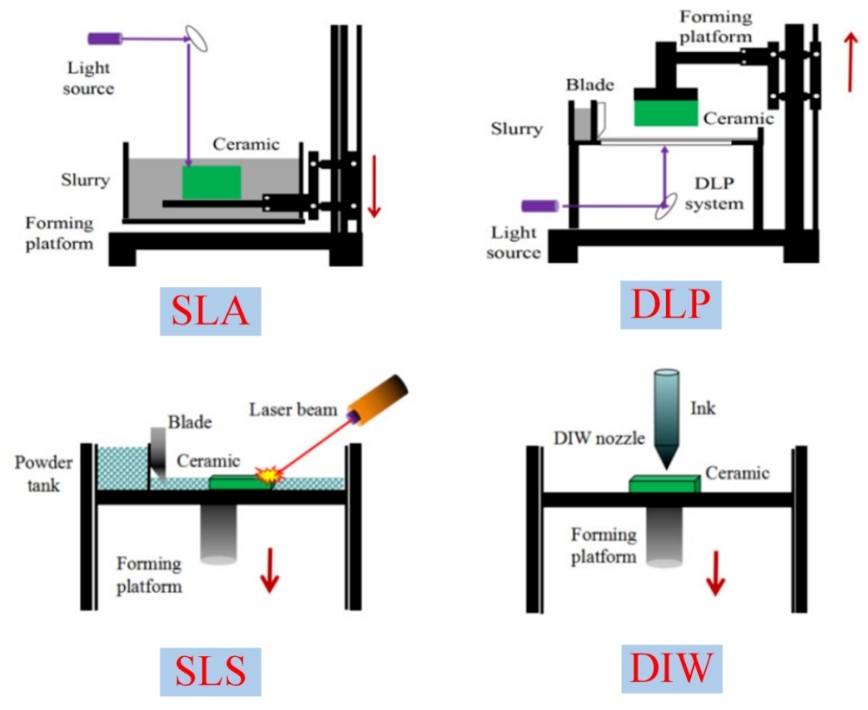
圖3?部分陶瓷增材制造工藝示意圖(圖片來自參考文獻(xiàn)1)
立體光刻工藝(SLA),其技術(shù)原理是采用特定的波長光束,對(duì)陶瓷漿料表面進(jìn)行點(diǎn)-線-面的光固化掃描,形成零件橫截面圖案;固化完成后,在其原有的固化層上鋪一層新的漿料,再次固化;往復(fù)循環(huán),直至打印出完整的零件。此工藝具有很高的成型精度。數(shù)字光處理技術(shù)(DLP),其原理與SLA相似,但它是面-面曝光的固化模式,具有很高的打印效率。選擇性激光燒結(jié)技術(shù)(SLS)則是用陶瓷粉末/混合粉末代替了陶瓷漿料,其工藝原理主要是利用激光能量對(duì)單層的陶瓷粉末/混合粉末進(jìn)行熔覆/粘接成型,層層疊加,直至零件成型。相比前面兩者工藝,SLS通常具有較差的表面質(zhì)量。如下圖所示,是為四種工藝制備的SiC陶瓷。
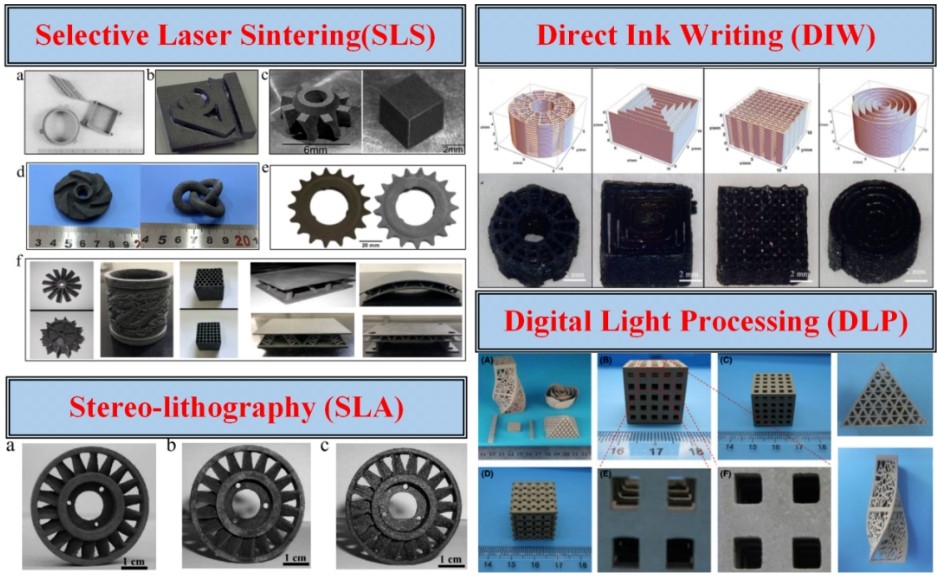
圖4?SLS/DIW/SLA/DLP工藝制備的復(fù)雜結(jié)構(gòu)陶瓷(圖片來自參考文獻(xiàn)1)
陶瓷增材制造的基本種類有哪些?
我們熟知的黏土主要是由多種水合硅酸鹽和一定量的氧化鋁、堿金屬氧化物和堿土金屬氧化物組成,并含有石英、長石、云母及硫酸鹽、硫化物、碳酸鹽等雜質(zhì)。上述所提到的石英、長石、云母以及莫來石,伊利石等都屬于陶瓷材料的范疇。除此之外,陶瓷的種類大致可以分為以下四個(gè)種類:氧化物陶瓷系列,像Al?O?、ZrO2、SiO?、TiO?、BeO等;碳化物陶瓷系列,像SiC、B4C等;氮化物系列,像Si?N?、BN、AlN等;和其他混合陶瓷系列,像ATZ、ZTA、SiCN、SiOC、Cf/SiC、 ZrOC等。現(xiàn)在的研究主要集中在Al?O?、ZrO2、SiO?、TiO?、SiC、Si?N?等陶瓷材料。氧化物陶瓷通常呈現(xiàn)白色,而碳化物陶瓷呈現(xiàn)黑色,如下圖所示。

圖5?不同元素的陶瓷增材制造(圖片來自參考文獻(xiàn)2、3)
陶瓷增材制造的工藝有哪些?
陶瓷增材制造工藝與傳統(tǒng)手工藝的區(qū)別主要是在其成型方式,但都要經(jīng)歷生胚燒結(jié)成瓷,溫度大約在1000-1650℃。陶瓷增材制造技術(shù)主要可以分為三大步,制備光敏性陶瓷漿料,數(shù)字光固化成型和熱解后處理。每一大步里面都包含若干個(gè)小步和科研要點(diǎn)。它比傳統(tǒng)的陶瓷制備工藝更嚴(yán)格、更精細(xì)。
制備光敏性陶瓷漿料,主要包括篩選陶瓷粉末,選擇合適的光敏樹脂系統(tǒng)(光敏樹脂、分散劑、光引發(fā)劑、塑化劑等)和均勻混合陶瓷粉末與光敏樹脂系統(tǒng)等內(nèi)容。對(duì)于相對(duì)低折射率的陶瓷粉末,像Al?O?、ZrO2、SiO?等,現(xiàn)在的技術(shù)能夠制備出很好的光固化陶瓷漿料,其單層固化深度能達(dá)到50~200微米。對(duì)于相對(duì)高折射率和吸收率的陶瓷粉末,像SiC、Si?N?等,目前的技術(shù)還只是停留在50微米以下的單層固化深度,不能夠用于制備高質(zhì)量的陶瓷。
這也引起了諸多研究者的興趣,因?yàn)樗鼈兿鄬?duì)于氧化物陶瓷具備更好的抗氧化性能。高溫下,碳化物陶瓷表面會(huì)形成一薄層SiO?,這就保證了內(nèi)部不再被劇烈氧化,具有更好的抗彎曲力學(xué)性能等。例如:采用有機(jī)/無機(jī)包覆法改變陶瓷表面的性能,利用有機(jī)前驅(qū)體樹脂(聚碳硅烷、聚硅氧烷、聚硅氮烷等)轉(zhuǎn)化成陶瓷和其他方法。
數(shù)字光固化成型,主要包括三維模型建立-優(yōu)化處理-切片處理,漿料固化性能測試,選擇合適的成型工藝和打印參數(shù)和清洗光固化生胚等內(nèi)容。通過三維軟件,像SOLIDWORKS、3DMax、UG、MATLAB、CAD等,能夠制作平面和曲面的三維物體。只要你能夠想象到的物體,都可以通過數(shù)學(xué)模型軟件建立相應(yīng)的三維模型。它們通過一些切片軟件處理,像Perform、Materialise Magics軟件等,就可以將三維模型的切片信息傳輸給3D打印軟件,進(jìn)而實(shí)現(xiàn)機(jī)械自動(dòng)化控制。激光系統(tǒng)、機(jī)械系統(tǒng)、控制系統(tǒng)協(xié)同作用,將一層一層的模型切片實(shí)現(xiàn)光固化。Materialise Magics軟件切片和DLP工藝制備TiO2陶瓷展示如下:
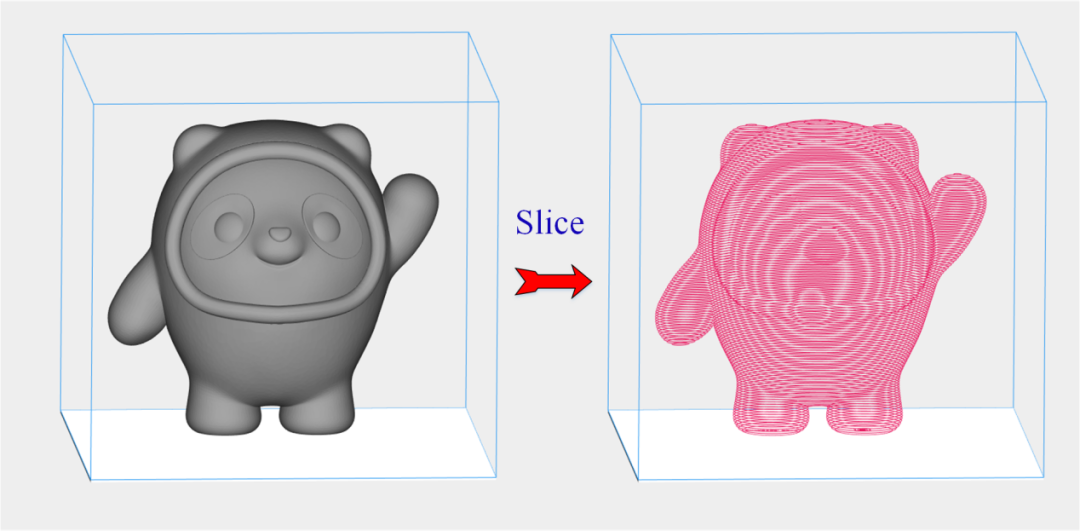
圖6?冰墩墩模型與對(duì)應(yīng)切片軟件

圖7?氧化鈦-氧化鎂復(fù)合陶瓷的DLP工藝制備流程(圖片來自參考文獻(xiàn)4)
熱解后處理,主要包括生胚室溫靜置-干燥處理,脫脂-脫氣處理,燒結(jié)熱處理等內(nèi)容。脫脂-脫氣處理和燒結(jié)熱處理通常是在真空電爐和高溫電爐中進(jìn)行。光固化陶瓷生胚在制造過程中會(huì)產(chǎn)生由漿料固化收縮反應(yīng)造成的內(nèi)應(yīng)力,這種內(nèi)應(yīng)力是不可避免,因此,通過靜置-干燥處理會(huì)讓生胚內(nèi)部應(yīng)力緩慢地釋放一部分,同時(shí)讓一些水分自然流失。脫脂-脫氣處理,主要是因?yàn)樯咧械挠袡C(jī)物在燃燒的過程中會(huì)產(chǎn)氣體溢出,從而降低燒結(jié)時(shí)出現(xiàn)裂紋的概率。燒結(jié)熱處理,是為了讓陶瓷具備更好的力學(xué)性能。高溫下燒結(jié)會(huì)使陶瓷晶粒相互粘結(jié)在一起,增加陶瓷晶界的連接強(qiáng)度,促進(jìn)晶粒生長。
陶瓷增材制造的科學(xué)價(jià)值何在?
陶瓷材料的化學(xué)鍵大都為離子和共價(jià)鍵,鍵合牢固并具有明顯的方向性,與金屬相比,具有更高的硬度、彈性模量、耐高溫性、耐腐蝕性和耐磨性,但是其塑性和韌性不如金屬。因?yàn)橛腥绱撕玫男阅埽鼜V泛地被應(yīng)用于航天航空、軍事、電子科技、生物醫(yī)療、化學(xué)器皿、能源等諸多工程領(lǐng)域。其中,生物陶瓷被廣泛的應(yīng)用于骨組織和牙冠的修復(fù)。磷灰石陶瓷作為與人體骨頭成分極為相近的物質(zhì),具有非常好的生物兼容性,除此之外,氧化鋁和氧化鋯逐漸被開發(fā)成陶瓷牙冠,因?yàn)樗鼈冇凶銐虻膹?qiáng)度和生物兼容性。
在航空航天方面,航空發(fā)動(dòng)機(jī)的陶瓷型芯(SiO?、Al?O?、ZrSiO?)已然興起,用于制備發(fā)動(dòng)機(jī)葉片。在電子科技方面,陶瓷具有很好的微波吸收性能和介電性能,能用來做絕緣和吸波材料;特別是應(yīng)用在能源領(lǐng)域的核電站,因?yàn)槠渚哂泻芎玫目馆椛湫阅堋?/p>
在化學(xué)器皿方面,陶瓷具有非常穩(wěn)定的化學(xué)性能,同時(shí)又具備高的耐高溫性和耐腐蝕性,因而廣泛的被應(yīng)用在催化劑載體、高溫雜質(zhì)過濾等場合。部分應(yīng)用陶瓷圖片如下圖所示。

圖8?結(jié)構(gòu)與功能陶瓷的應(yīng)用(圖片來自參考文獻(xiàn)5-9)
圖9?不同點(diǎn)陣結(jié)構(gòu)在結(jié)構(gòu)功能陶瓷方面的應(yīng)用(圖片來自參考文獻(xiàn)10)?
面對(duì)諸多的應(yīng)用場合,各種復(fù)雜形狀的結(jié)構(gòu)陶瓷、功能陶瓷和結(jié)構(gòu)-功能陶瓷的需求越來越大,特別是各種鏤空陶瓷、孔隙調(diào)控陶瓷、可控可定制的復(fù)雜結(jié)構(gòu)陶瓷,傳統(tǒng)的陶瓷制備技術(shù)已經(jīng)遠(yuǎn)不能滿足需求。陶瓷增材制造創(chuàng)造了一個(gè)制造業(yè)的奇跡。它能夠自主設(shè)計(jì)各種復(fù)雜結(jié)構(gòu)零件,能夠打印出高質(zhì)量和高精度的生胚,滿足各領(lǐng)域的需求。陶瓷缺乏韌性和塑性形變。這也導(dǎo)致陶瓷在一些領(lǐng)域應(yīng)用困難。盡管如此,陶瓷的科學(xué)價(jià)值依然存在,增材制造技術(shù)更是有廣闊的前景,可謂是科研意義巨大。
中國科學(xué)院沈陽自動(dòng)化研究所首次在陶瓷增材制造技術(shù)新領(lǐng)域取得重要研究成果,提出了一種光固化數(shù)學(xué)模型,用于分析研究立體光刻(SLA)零件的成型質(zhì)量;發(fā)現(xiàn)前驅(qū)體陶瓷漿料在增材制造過程中存在固化缺陷,并提出了改善方法。目前,研究所擁有了國內(nèi)先進(jìn)的前驅(qū)體陶瓷和漿料陶瓷增材制造能力,具備高精度成型的立體光刻工藝(Stereo-lithography)、材料熱重分析儀器、溫控精準(zhǔn)的1700度高溫電爐和真空脫脂爐等設(shè)備,能夠形成一條基于數(shù)字光固化成型的陶瓷產(chǎn)品制備的工藝鏈,能夠自主研發(fā)和設(shè)計(jì)不同復(fù)雜形狀的陶瓷零件,完全擺脫了傳統(tǒng)陶瓷制備的束縛,引領(lǐng)了陶瓷增材制造技術(shù)的發(fā)展與進(jìn)步。
參考文獻(xiàn):
1.R. J. He, N. P. Zhou, K. Q. Zhang, et al. Progress and challenges towards additive manufacturing of SiC ceramic[J]. Journal of Advance Ceramic, 2021, 10(4): 637-674.
2.J. C. Wang, H. Dommati. Fabrication of zirconia ceramic parts by using solvent-based slurry stereolithography and sintering[J]. The International Journal of Advanced Manufacturing Technology, 2018, 98:1537–1546.
3.Z. W. Chen, Z. Y. Li, J. J. Li, et al. 3D printing of ceramics: A review[J]. Journal of the European Ceramic Society, 2019, 39:661-687.
4.. Hu, W. Y. Zou, W. D. Wu, et al. Enhanced mechanical and sintering properties of MgO-TiO2 ceramic composite via digital light processing[J]. Journal of the European Ceramic Society, 2022, 42:1694-1702. 5.B. Ozkan, F. Sameni, F. Bianchi, et al. 3D printing ceramic cores for investment casting of turbine blades, using LCD screen printers: The mixture design and characterization[J]. Journal of the European Ceramic Society, 2022, 42:658-671.
6.X. B. Li, H. Zhong, J. X. Zhang, et al. Fabrication of zirconia all-ceramic crown via DLP-based stereolithography[J]. International Journal of Applied Ceramic Technology, 2020, 17:844-853.
7. E. Vorndran, C. Moseke, U. Gbureck. 3D printing of ceramic implants[J]. Materials Research Society, 2015, 40:127-136.
8.M. H. Shen, W. Qin, B. H. Xing, et al. Mechanical properties of 3D printed ceramic cellular materials with triply periodic minimal surface architectures[J]. Journal of the European Ceramic Society, 2021, 41:1481-1489.
9.Mei H, Zhao X, Zhou SX, et al. 3D-printed oblique honeycomb Al2O3/SiCw structure for electromagnetic wave absorption[J]. Chemical Engineering Journal, 2019, 372: 940–945. 10.X. Q. Zhang, K. Q. Zhang, L. Zhang, et al. Additive manufacturing of cellular ceramic structures: From structure to structure–function integration[J]. Materials & Design, 2022, 215: 110470.
來源:中國科學(xué)院沈陽自動(dòng)化研究所
原文鏈接:http://www.sia.cas.cn/kxcb/kpwz/202204/t20220421_6434670.html